What does the PVD (Physical Vapour Deposition) coating process actually mean and why is it so significant in product-coating terms?
“PVD” is an acronym that’s increasingly prevalent in metalwork-finishing parlance and is generally associated with scratch-resistance and colouring benefits. But what does the PVD (Physical Vapour Deposition) coating process actually mean and why is it so significant in product-coating terms?
Traditional electroplating
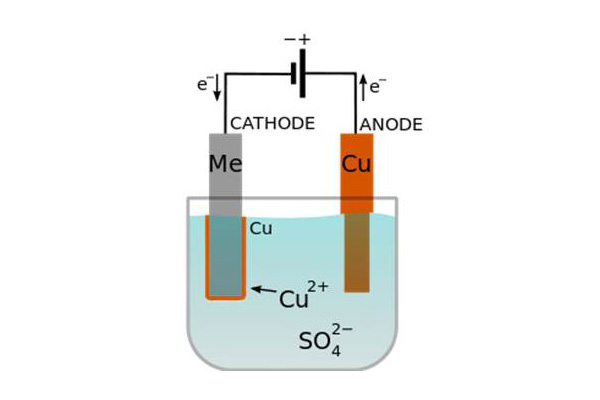
It is electroplating that is regarded as the traditional metalwork-coating process. This involves the plating solution being put in a tank and the product to be plated receiving a negative electrical charge. This negative charge attracts the positively- charged plating material in the solution. It is a relatively low-energy process so the coating solution arrives on its surface destination with a low charge and that can reduce the uniformity of how it deposits itself. Consequently, uneven build-ups can occur, especially on edges, clefts and indentations. This can make the process problematic when coating complexly-shaped substrates.
What makes PVD different?
The key difference in the PVD process is that it uses a vaporised form of the coating material for adhesion to a given product surface, not a solution.
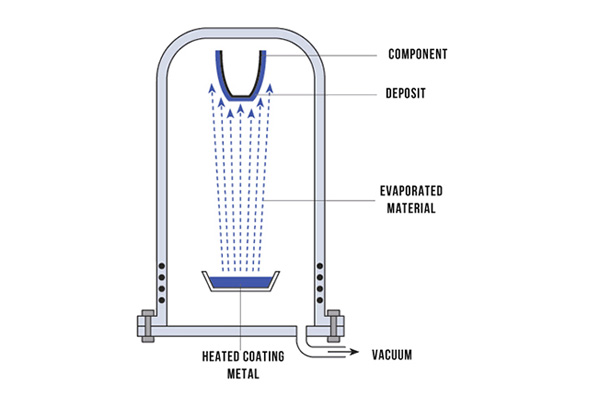
Just as with the electroplating of gold, the product is given a negative charge but it is placed inside a vacuum container, rather than a tank, in which the sub-atmospheric pressure can be accurately controlled. This vacuum-deposition process allows highly-charged ions to be deposited, molecule-by-molecule, on the product surface. The vacuum itself reduces particle density and provides a long path between particle collisions. Consequently, the vacuum- deposition process is highly accurate, allowing excellent control of the coating’s vapour composition.
This accuracy makes the PVD process remarkably versatile in terms of the sectors and products where it can be used. Increasingly, it is being used as a replacement for the more traditional painted and electroplated decorative-metalwork finishes. It is also often used for coating chrome-plated materials and stainless steel – the surface type of the chosen substrate material playing a large role in the look and colour of the finish.
This makes the variety of PVD applications impressively broad – from automotive bodywork and engine components to medical instruments and surgical implants. It is even used for fashion accessories such as watches and jewellery, using specialist coatings such as carbon- based finishes for watches and titanium for earrings and piercings.

Ladies Sterling Silver & Rose Gold PVD Crossover Crystal Ring
The main PVD processes
The main PVD processes are: sputtering, evaporative deposition, arc deposition, electron- beam deposition and pulsed-laser deposition. They relate to the vaporisation methods of the materials to be deposited. Sputtering and thermal evaporation are the two most commonly used.
Sputtering, which is used for thin-film deposition, bombards it with ions from a sputtering gas such as argon which reach the source material at a higher energy level than that which binds its surface. Consequently, the source material ejects ions for deposition on the target substrate.
Evaporative evaporation involves heating the source material to the point when it evaporates into a “coating vapour” which subsequently condenses on the cold surface of the target substrate material.
The advantages of PVD
The main advantages of PVD are that it:
- Provides coatings with properties superior to the surface they are applied to
- Can be used with almost any type of coating material that’s inorganic – i.e. of
geological rather than biological origin) - Is more environment friendly than electroplating because it doesn’t have toxic chemical solutions to be disposed of at the end of the process
- Delivers accuracy to the finest tolerances, allowing its use in manufacturing both thin films (less than one micro-metre) and coatings
- Has excellent hardness and scratch-resistance properties